Our Brand Partners








Equipment
Solutions
Certified
Spare Parts
Service
Agreements
On-site
Installation
Alfa Laval TJ40G Rotary Jet Head
Bardiani B925 Assembly
Additional Benefits
As well as providing a proactive and responsive service, our Equipment & Component Solutions team is backed by our in-house process engineering experts and our team of highly experienced craftsmen. This enables us to provide customers with unique technical and practical hands-on experience, with know-how on installation, commissioning and servicing of all of the equipment we sell.
Brands We Work With
For information about any of our Principals, you can click on the company logos to navigate directly to their websites
-
Hilge – Centrifugal Pumps

For over 40 years we have worked with Hilge supplying their Smartpump and Varipump ranges to our Dairy, Distillery, Biotechnology, Pharmaceutical, Food and Beverage clients. Hilge Hygienic pumps (now owned by GEA) are known for their reliability, energy efficiency and the ability of their Varipump range to be customized to suit complex applications. The high-quality surfaces, the construction entirely without die-cast components and the high-value materials meet highest demands even in the sensitive pharma industry.
Features:
Quattroflow – Quaternary Diaphragm Pumps


Quattroflow Single Use and Multi Use pumps have a vast array of options and flow rates to accommodate many biopharmaceuticals applications. Whether the requirement is 1ltr per hour or 16,000ltrs per hour Quattroflow has the application covered with high purity, gentle liquid handling, easily cleanable, multiple use units. From small scale automated systems to large laboratories and crossflow systems, the QF Series provides the purity for the most demanding pharmaceutical and biotechnology applications. The Quattroflow single-use range combines convenience with the ability to save time and money eliminating the cost of cleaning and decontamination.
Features:
Sera – Dosing Technology

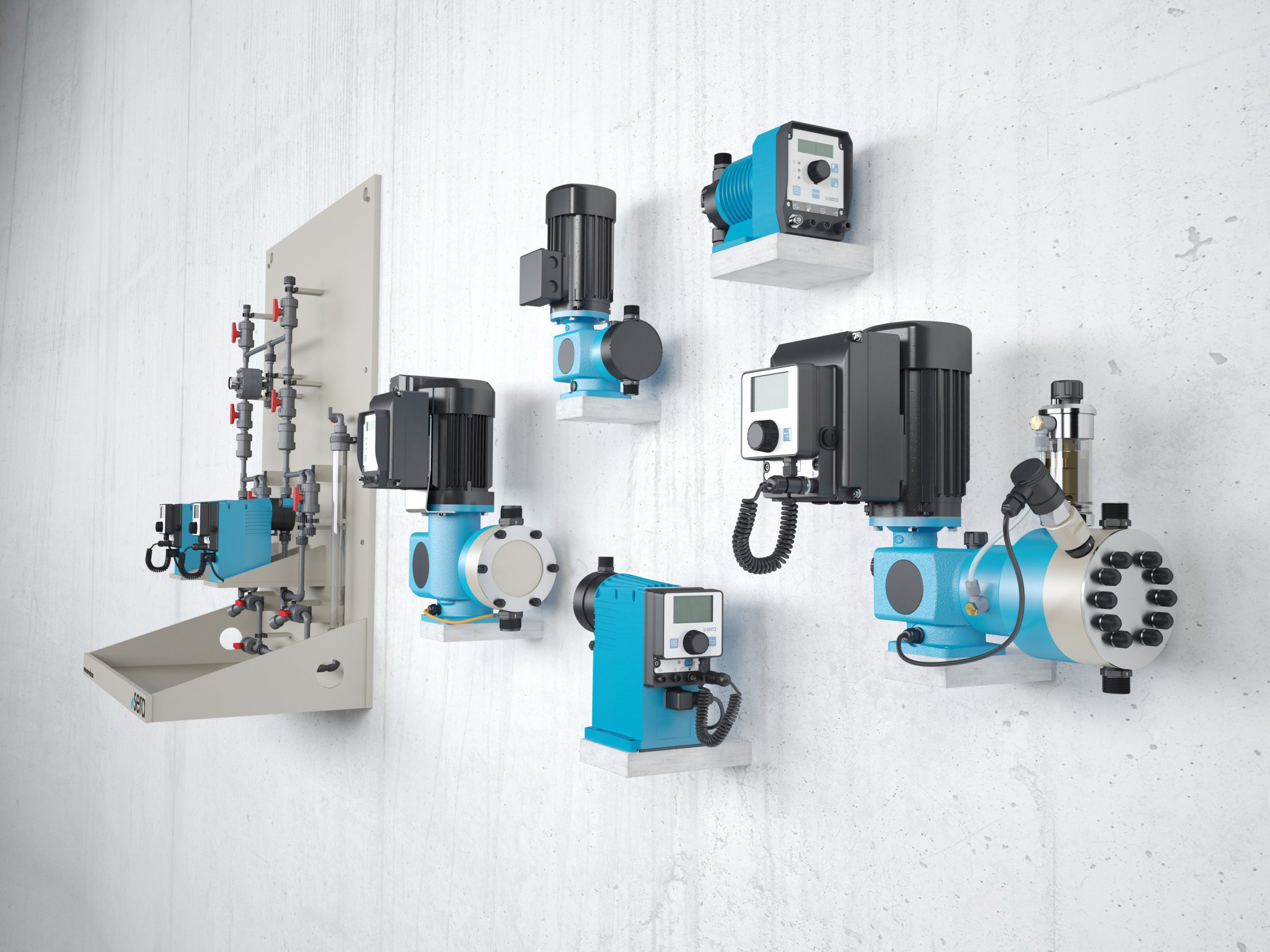
As a worldwide leader in dosing technology, sera ProDos is a system provider of high quality products and services for the dosing and feeding of chemicals and fluids. Indeed, with 75 years of experience, sera ProDos is renowned for its excellent customer service and leading German engineering, offering some of the most robust pumps available on the market to customers involved in food and beverage, pharmaceuticals, and water and wastewater treatment.
Features:
Flotronic – Sanitary Pumps


Designed to reduce down time and cleaning costs, Flotronic pumps help you maintain and even improve sanitary levels on site, while preventing wastage with less ‘hold up’ of product.
Flotronic’s ‘ONE-NUT’ sanitary air operated double diaphragm pumps at work throughout the food, beverage, brewing, pharmaceutical, cosmetic industries.
Features:
-
em-tec – BioProcessing Flow Measurement

em-tec Bioprocessing Sensor Systems are innovative, non-invasive flow measurement sensors that can monitor flow rates in industrial applications as well as those on a laboratory scale.
The BioProTT™ FlowMeasurement System consists of a flow sensor, the Clamp-On Transducer, and an electronic evaluation system, the flow meter.
Features:
-
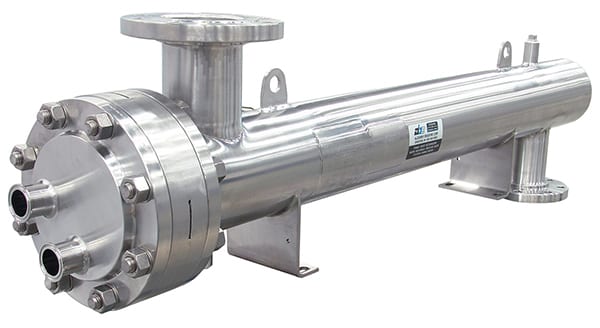
Allegheny Bradford produces a range of shell & tube industrial heat exchangers in 304, 316L, high chromium alloys and titanium for the most demanding applications. Whether straight-tube, U-tube, or coil design, ABC provides a custom designed heat exchanger tailored to your exacting requirements to maximize the performance and efficiency for your process.
Features:
-
Alfa Laval – Rotary Jet &
Rotary Spray Cleaning Technologies
Together with Alfa Laval we offer the best-in-class tank cleaning technologies. The Alfa Laval range of rotary jet and spray cleaning equipment together with our engineering know-how delivers reliable, innovative cleaning solutions for your application.
Features:
-
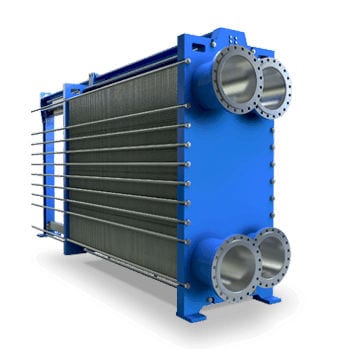
Alfa Laval – Energy Efficient
Agitation & Mixing SolutionsAlfa Laval offers the leading technology in agitation and mixing solutions with agitators, hybrid powder mixers, rotary jet mixer and the new LeviMag® magnetic mixer. Built on modular designs enabling you to tailor a mixing-solutions to your requirements with simplistic installation and maintenance a standard.
Features:
-
Belimed Life Science – Sterilizers (Autoclaves) and Washers


Belimed Life Science specialise in Sterilizer (Autoclaves) and Washers for the Pharmaceuticals and Laboratories. With over 50 years experience they are the market leader in the field of Life Sciences designing and manufacturing reliable cleaning systems, build to conserve resources and reduce running costs.
Our partnership with Belimed center’s on a ‘Prevent Services’ approach where our Belimed Training and Certified Service Technicians are on-hand to perform regular inspection, calibration and maintenance to maintain the value of your equipment, extending its life and ensuring that it is working effectively at all times.
-
Allegheny Bradford manufactures a wide variety of filter housings designed to meet the requirements of the Biotechnology, Pharmaceutical, Food and Beverage industries. ABC offer both Universal and Opti-Clean® filter housings options.
The Universal option are unique in that their flexible 226 code 7 lock accepts most major cartridge brands and is available in sizes and styles from single round to 60 round.
The Opti-Clean® is their most advanced technology offering a patented design which eliminates hold up volume and offers improved cleanability to make for more efficient and profitable processing.
Features:
Universal
Opti-Clean®
Inline & Angular Filters – we work with several leading brands in supplying the best-in-class filters and strainers. The filters are used in process plant applications to filter liquids removing un-desired components and particles to ensure the safety and quality of the products.
-
Andritz Guinard – Decanters & Centrifuges


Andritz Guinard is the world’s leading separation specialist. In business more than 150 years they offer an extensive portfolio of separation technologies to customers in the Food and Beverage industries. Together with Flow Technology we can design, build and install an efficient, reliable separation solution that will stand the test of time.
Features:
-
Synder Filtration – Polymeric Membranes
Synder Filtration specialises in polymeric membrane technologies and applications for the Dairy, Food & Beverage, Biotech, Pharmaceutical, and other industries in need of cutting-edge liquid separation technology. They offer a wide range of standard and custom nanofiltration, ultrafiltration and microfiltration membranes.
Features:
-
Bardiani – Hygienic Valves

Bardiani Hygienic Valves are the crème-de la crème when it comes to process valves for Food, Beverage, Dairy, Pharmaceutical and Biotechnology applications. Their combination of technology, product customization and craftsmanship in finishing the valves make them an extraordinary supplier in its flexibility and ability to meet customer requests. They offer double seat, single seat, butterfly valves, high pressure valves, modulating valves and ball valves with Giotto and J-Giotto control tops.
Features:
Check Valves, non-return valves – We offer several valve solutions both customized and stand-alone solutions. As with all our suppliers, our valves companies offer quality, sector versatility and a variety of materials to suit all process applications.
-
Armstrong International

Armstrong International specialise in intelligent solutions in steam, air and hot water. They are the global leader in steam, condensate and hot water for industry offering steam traps, steam tracing systems and hot water solutions.
Features:
-
Garlock Rubber Fab – High Quality
Sanitary Gaskets & Fitting

Garlock Rubberfab is the leading innovator of high-quality sanitary gaskets, hoses, hose assemblies, tubing, pump and filler machine components in a wide range of high purity and metal detectable / x-ray inspectable elastomeric materials.
Features: